К 70-летию создания электрошлаковой сварки. Рождение и становление электрошлаковой сварки
История создания и развития электрошлаковой сварки (ЭШС) описана в работах самих изобретателей и других сотрудников ИЭС им. Е.О. Патона, а также проанализирована в отдельных исторических исследованиях.
В 1960 г. Д. Томас, президент фирмы «Аркос», написал статью, в которой ознакомил читателей «Welding Journal» с принципами ЭШС, техникой сварки, металлургическими особенностями и экономическими показателями. В разделе «История» он отметил, что идея сварки вертикальных швов и их формирования с помощью графитовых неплавящихся ползунов принадлежит российскому инженеру Н.Н. Бенардосу, а принципиально новый процесс с такой схемой создан в ИЭС им. Е.О. Патона в Киеве и первоначально назван в литературе «процессом вертикальной сварки».
Цель настоящей публикации — показать организационные условия и как в процессе выполнения задач по применению автоматической сварки под флюсом для ремонтно-восстановительных работ в Институте электросварки под руководством Е.О. Патона элементы одной из инновационных технологий легли в основу ЭШС.
Военные действия на территории СССР нанесли огромный ущерб народному хозяйству.
В 1941–1944 гг. было разрушено 1710 городов и поселков городского типа, свыше 70 тыс. сел и деревень, взорвано и выведено из строя 31850 заводов и фабрик, 1135 шахт, 65 тыс. км железнодорожных путей, было разорено свыше 100 тыс. колхозов, совхозов и машинотракторных станций, посевные площади сократились на 36,8 млн га, т. е. на четверть. Урон, причиненный Советскому Союзу, превышал потери в период второй мировой войны всех других европейских государств вместе взятых.
Еще в 1943 г. руководство СССР приняло постановление «О неотложных мерах по восстановлению хозяйства в районах, освобожденных от немецкой оккупации». А в конце мая 1945 г. Государственный комитет обороны постановил перевести часть оборонных предприятий на выпуск товаров для населения. Государственный бюджет на 1945 и 1946 гг. предусматривал сокращение военных расходов, резкое увеличение ассигнований на развитие народного хозяйства, на социально-культурное строительство. Был принят закон о демобилизации и к концу 1947 г. было демобилизовано 8,5 млн человек. Производство военной продукции сократили на 40 млрд руб., по сравнению с 1944 г., а производство гражданской продукции увеличили с 3,8 млрд руб. в 1944 г. до 12,8 млрд руб. в 1946 г.
В то время, когда основные ресурсы СССР были направлены на восстановление экономики, в США приступили к производству вооружения, энергетического оборудования, машин нового поколения. В частности, для сверхзвуковой авиации планировалось штамповать целиком крылья и элементы фюзеляжа из титановых сплавов. И чтобы изготовить мощные огромные прессы, строили огромные металлургические заводы. Руководство СССР обратилось к Е.О. Патону с просьбой оказать помощь в сооружении мощнейших мартеновских печей, прокатных станов, кузнечно-прессового оборудования. Неожиданно академик предложил не строительство новых мощных литейных и других цехов, а изготавливать прессы и другую технику неограниченной мощности из уже имеющихся заготовок.
Этому смелому отказу и немыслимому предложению предшествовали упорные целенаправленные исследования по конверсии военных технологий автоматической дуговой сварки под флюсом и, как многие полагают, случайное изобретение нового вида соединений металлов — ЭШС.
В мае 1944 г. ИЭС возвратился в Киев. До конца года были модернизированы сварочные головки и автоматическая сварка под флюсом была успешно внедрена на двенадцати крупных предприятиях, в том числе на Киевском заводе «Ленинская кузница», Днепропетровском заводе металлоконструкций им. В.М. Молотова и др.
Автоматическая дуговая сварка была возможна только в нижнем положении, а швы на домнах, мостах, резервуарах, зданиях реально располагаются во всех пространственных положениях. Необходимо было создать оборудование и технологию автоматической сварки швов, располагающихся на вертикальных и наклонных плоскостях. Решать проблему сварки вертикальных швов Е.О. Патон поручил Г.З. Волошкевичу.
Спустя 35 лет ветераны ИЭС вспоминали: «Ежедневный обход директор ИЭС начинал с рабочего места Волошкевича. Подолгу обсуждали различные варианты и идеи. Нужно было решить фантастические проблемы. Автомат не мог вести вертикальный шов — расплавленный металл просто стекал бы вниз. К Волошкевичу Евгений Оскарович приходил и второй раз в день — в 17.30… Но на чертежной доске вверх карабкались смешные фигурки, а не автомат для скоростной сварки… После длительных поисков Волошкевич и предложил Евгению Оскаровичу попробовать способ, который позже будет назван принудительным формированием сварочной ванны:
— С двух сторон зазор между свариваемыми торцами нужно прикрыть медными ползунами и накладками. В результате получится что-то вроде колодца, и…
— Погодите, — спросил Патон, — из какого же материала накладки?
— Из меди.
— Но ведь у меди температура плавления ниже, чем у стали? Ваши накладки потекут раньше, чем дуга расплавит для сварки сталь.

Эксперименты показали — шлак на охлаждаемых водой ползунах застывал и эта корочка предохраняла жидкий металл от вытекания и приваривания к меди. Ползун скользил и обеспечивал хорошее формирование шва. Впервые в мире, в 1948 г. на заводе «Запорожсталь», Г.З. Волошкевичем были сварены автоматом в монтажных условиях четыре пояса строящейся доменной печи. Со следующего года началось массовое применение вертикальной сварки. Трудоемкость сборочно-сварочных операций снизилась в несколько раз.
Однако не все было так просто — возникли непредвиденные трудности. При соединении стыков толщиной более двух десятков миллиметров, при глубокой шлаковой ванне, перегреве ванны и некоторых других невыясненных условиях, дуговой процесс становился неустойчивым и даже прекращался. В ходе борьбы за устойчивость дуги обнаружилось, что … можно обойтись и без нее! Иногда электродный металл, флюс и кромки плавились, хотя осциллограммы свидетельствовали, что дуга погасла. Волошкевич занялся этими случайностями, и, как часто бывает в изобретательской практике, случайность превратил в закономерность. Оказалось, что при некоторых условиях плавление проходит за счет «джоулевого» тепла, выделяющегося при прохождении тока через жидкий шлак. К решению проблем управления этим процессом приступил заведующий электротехническим отделом Б.Е. Патон.
В 1949 г. Г.З. Волошкевич и Б.Е. Патон добились высокой стабильности процесса при сварке за один проход соединений значительной толщины. Б.Е. Патон нашел возможность саморегулирования, разработал соответствующее оборудование и развернул системные исследования физических и металлургических особенностей нового вида сварки. Он сосредоточил силы нескольких отделов ИЭС на решении и совершенствовании наиболее важных проблем ЭШС. Кроме ЭШС сталей различного назначения были разработаны технологии и флюсы для изготовления толстостенных ответственных конструкций из алюминия, титана, меди и их сплавов. Были разработаны специальные флюсы, источники питания и аппараты управления, методы снижения напряжений и деформаций. Уже к 1956 г. объема выполненных исследований и разработок было достаточно для издания под редакцией Б.Е. Патона первой в мире монографии «Электрошлаковая сварка». В истории техники неизвестно подобных темпов развития каких-либо других видов сварки.
Спустя пол века Борис Евгеньевич так оценивает историю и значение ЭШС: «Институт электросварки, созданный Евгением Оскаровичем Патоном в 1934 г., является первой в мире научно-исследовательской организацией по проблемам сварочного производства. … Благодаря разработанной Е.О. Патоном структуре, подбору и воспитанию специалистов институт сразу же начал быстро самостоятельно создавать новые технологии, начиная от идеи и кончая внедрением. … Над проблемами сварочного производства работали во многих странах, но благодаря такой организации в Институте электросварки созданы изобретения, решившие многие проблемы экономического развития страны, научно-технического прогресса, ставшие основой новых отраслей техники…
И тем не менее наибольшим нашим изобретением, которым гордится институт, и должна гордиться страна, является ЭШС. Этот принципиально новый вид сварки может быть занесен в книгу технических рекордов, так как он выполняет соединения металлов практически неограниченной толщины … за один проход.
И когда Н.С. Хрущев начал налаживать контакты, коллеги в США, узнав о награждении нас Ленинской премией, комментировали коротко: «Этого не может быть». Вскоре во многих странах были получены патенты, ряд фирм купили лицензии, а наши специалисты внедряли ЭШС в Японии, Китае, ФРГ и др. странах. Технология эта открыла возможности изготовления ответственных конструкций атомной энергетики, мощных прессов, статоров и роторов турбин, кораблей нового поколения и изделий других отраслей, причем как из стали, так и из алюминиевых, титановых и прочих сплавов. А процесс электрошлакового переплава стал основой для новой отрасли металлургии, защищен сотнями авторских свидетельств и зарубежных патентов на изобретения. И этим всемирным признанием может гордиться страна». Действительно, ЭШС коренным образом изменила стратегию развития тяжелого, энергетического и транспортного машиностроения. Она была внедрена на сотнях заводов многих отраслей промышленности. А когда было опубликовано сообщение о награждении Г.З. Волошкевича, Б.Е. Патона, И.Г. Гузенко, И.Д. Давиденко и В.Г. Радченко Ленинской премией «За создание и внедрение в тяжелое машиностроение электрошлаковой сварки», в зарубежных журналах появились комментарии: «Такого не может быть! Это блеф и пропаганда!».
В становление, развитие и широкое внедрение ЭШС творческий вклад внесли сотрудники лаборатории самого Г.З. Волошкевича: И.И. Сущук-Слюсаренко, В.М. Хрундже, И.И. Лычко, С.М. Козулин и др. В создании научных основ участвовали также сотрудники других отделов и лабораторий ИЭС (Ю.А Стеренбоген, Ю.Н. Готальський, А.М. Макара, В.И. Новиков, Д.А. Дудко, В.К. Лебедев, М.Н. Сидоренко), разработкой специальных аппаратов занимались опытные конструкторы (П.И. Севбо, В.Е. Патон, М.Д. Литвинчук, Р.И. Лашкевич). Кроме ЭШС сталей различного назначения были разработаны технологии и флюсы для изготовления толстостенных ответственных конструкций из других металлов и их сплавов: алюминия, (Д.М. Рабкин, А.Н. Сафонников, А.Г. Синчук), титана (С.М. Гуревич, Я.Ю. Компан), меди (И.И. Лычко, В.М. Илюшенко, А.П. Алексеенко).
К освоению технологий и совершенствованию нового вида сварки подключились специалисты ряда заводов, где патоновцы начали внедрять ЭШС: Таганрогского завода «Красный котельщик» (ТКЗ), Барнаульского котельного завода, Новокраматорского машиностроительного завода им. И.В. Сталина (НКМЗ), Ленинградского металлического завода и др.
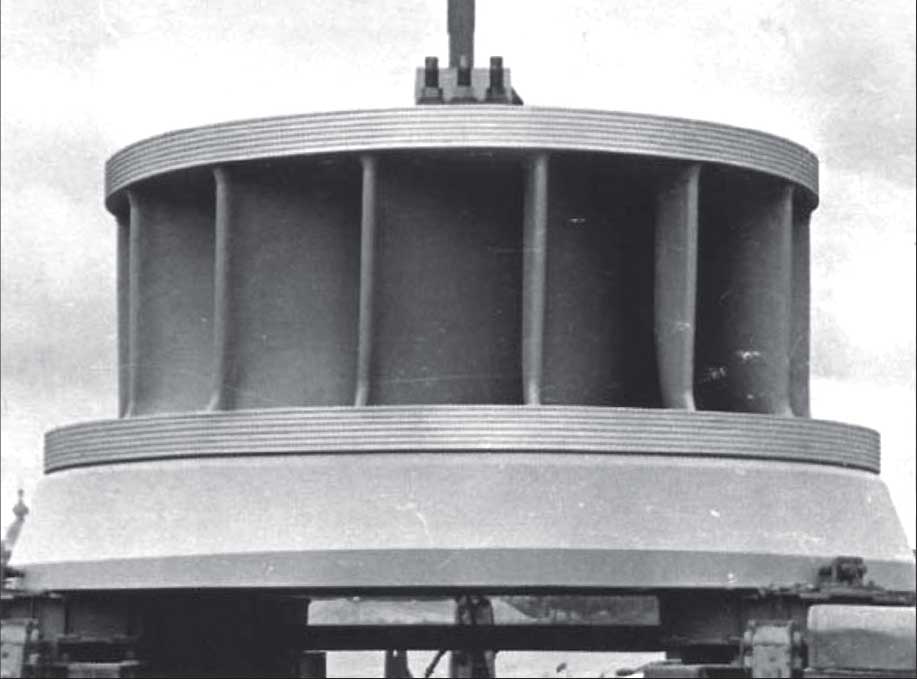
В 1954–1955 гг. были разработаны оборудование и технологии: многоэлектродной сварки и сварки пластинчатым мундштуком швов больших сечений (до 1000 м), техника замыкания кольцевых швов и др.; в 1956-1957 гг. создана технология плавящимся мундштуком. Из толстолистовых элементов с применением ЭШС на НКМЗ изготавливали ковочно-штамповочные прессы усилием 40 МН, станины прокатных станов со сварным сечением до 900×900 мм; оборудование для металлургических заводов, статоры и валы гидрогенераторов и гидротурбин для ГЭС.
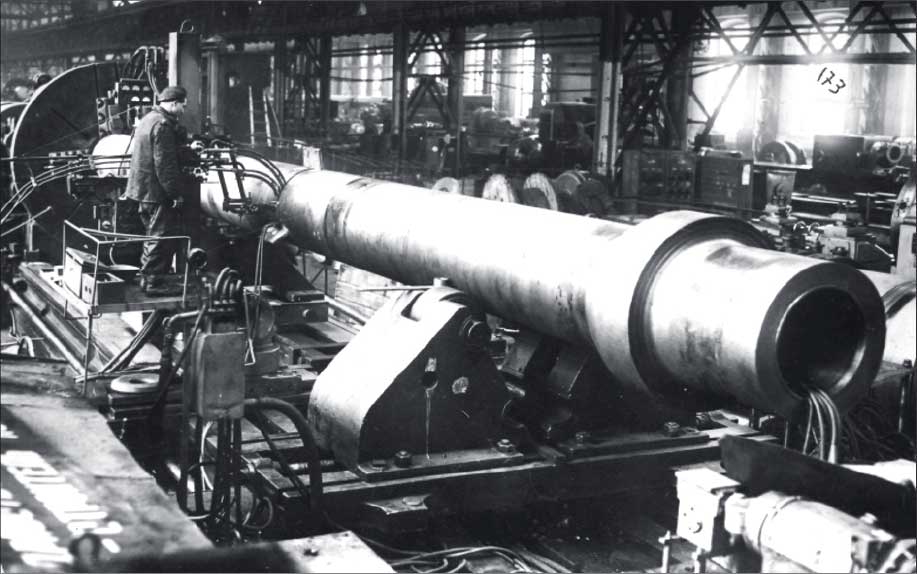
На Ижорском заводе им. А.А. Жданова (Ленинград, сегодня С.–Петербург) по технологии, разработанной в содружестве со специалистами ИЭС и ЦНИИ технологии машиностроения (Москва), была изготовлена сварно-кованая заготовка ротора турбогенератора мощностью 1000 МВт. На Уральском заводе тяжелого машиностроения им. С. Орджоникидзе (Свердловск, сегодня Екатеринбург) была освоена ЭШС шагающих экскаваторов, дробилок, прессов.
Неудачи подстерегли создателей нового вида соединения на пути официальной регистрации, патентования и продажи лицензий. В 1951 г. Г.З. Волошкевич подал первую основополагающую заявку на авторское свидетельство СССР на ЭШС. (Без получения такого свидетельства запрещалось патентование за рубежом). В течение пяти лет в ВНИИГПЭ пытались разобраться в сути нового вида сварки и только в сентябре 1956 г. было опубликовано решение о выдаче приоритетного документа — авторского свидетельства СССР. Однако еще раннее из Москвы поступило указание, в соответствии с правилами СЭВ, передать Чехословакии безвозмездно документацию по ЭШС. В июне в Киеве побывал директор Института сварочных машин и технологий Й. Чабелка и другие специалисты, ознакомившиеся с секретами ЭШС. ИЭС им. Е.О. Патона подарил Чехословакии В 1958 г. на Всемирной выставке в Брюсселе новый вид соединения был удостоен высшей награды — Гран-При аппарат А–372р, помог изготовить еще один аппарат и освоить технологию ЭШС. Без ведома ИЭС чехословацкие товарищи продали технологию и аппарат Бельгийской фирме. В 1956 г. ИЭС также подарил аппарат и техническую документацию Центральному институту сварки в Галле, который приступил к внедрению ЭШС на предприятиях ГДР.
Б.Е. Патон отмечал: «Электрошлаковая сварка нашла применение более чем на 50-ти заводах в КНР, ГДР и Чехословакии, а также к этому времени ее применение расширяется в Швеции и ФРГ. Первые шаги по использованию новой технологии делают фирмы США, Великобритании и Франции» [17]. 17–21 апреля 1961 г. в Нью–Йорке состоялась 42–я ежегодная конференция Американского сварочного общества, на которой с большим докладом выступил Б.Е. Патон. Он остановился на научных основах, энергетических характеристиках, технике ЭШС, оборудовании и областях применения.
К 1960 г. ЭШС использовали в нескольких восточно–европейских странах, для изготовления конструкций дока в Антверпене, цементных печей в Бельгии, сосудов высокого давления во Франции и Англии, котлов паровых турбин в Шотландии, мощных гидравлических прессов в Германии и Японии и т. д. В Японии ЭШС была впервые применена на строительстве доменной печи Кимицуского металлургического завода (фирма «Син–нихон сэйтэцу Ко, Лтд»). В судо- и котлостроении широко использовали советские сварочные аппараты типа А–820м. Японской фирмой «Ничимен» были приобретены сварочные аппараты А–1304 и А–550У с трансформаторами ТШС–3000/3 и ТШС–10000/1. Аппараты смонтированы на одном из предприятий фирмы «Сумитомом кемикл Ко» и использовались для изготовления алюминиевой ошиновки электролизных ванн.
Одновременно с развитием сварочной технологии разрабатывалась электрошлаковая наплавка, в том числе: в нижнем положении, в вертикальном положении с использованием формирующих ползунов, стыкошлаковая наплавка и др. Б.Е. Патон первым увидел, что в электрошлаковом процессе можно получить металлы особо высокого качества. В 1952 г. в ИЭС был получен первый слиток небольшого размера, при плавлении расходуемого электрода в шлаковой ванне, нагреваемой проходящим через нее электрическим током. Одновременно с развитием ЭШС в ИЭС началось изучение путей применения сварочной металлургии или сварочной физико-химии, сварочной техники, при получении слитков для прокатки и ковки. Электрошлаковый переплав решил еще одну чрезвычайно важную задачу технического прогресса — производство высококачественного металла, в первую очередь стали.