Розвиток контактно-стикового зварювання великогабаритних деталей
У 1944 р. Є.О. Патон поставив завдання розробити та обладнання для контактно-стикового зварювання. З цією метою в ІЕЗ було створено електротехнічний відділ, який очолив Б.Є. Патон.
Винайдений у США в 1877 р. Е. Томсоном спосіб стикового зварювання одразу став широко застосовуватися для виготовлення інструменту, снарядів, деталей машин та інших виробів відносно невеликого перерізу, а точкове зварювання стало провідною технологією на автомобільних заводах. Це був найбільш механізований та автоматизований вид зварювання. Але для промисловості та будівництва необхідно було стикове контактне зварювання виробів більшого перерізу. Проте виявилося, що зі збільшенням потужності традиційного зварювання оплавленням, та площі поперечного перерізу деталей, особливо з розвиненим контуром, важко контролювати процес, уникнути дефектів у площині з’єднання та отримати необхідну стабільну якість.
В ІЕЗ було започатковано дослідження вторинних ланцюгів контактних машин, особливостей зварювального контакту, оплавлення, можливостей підвищення теплової потужності, зниження опору короткого замикання та ін. Було створено системи багатофакторного керування процесом контактного зварювання оплавленням. Зокрема, В.К. Лебедєв розробив принцип подібності. Було знайдено ряд конструктивних рішень, у тому числі, що стосуються вторинного контуру зварювальної машини зі зниженим опором короткого замикання, а також різні типи регуляторів струму.
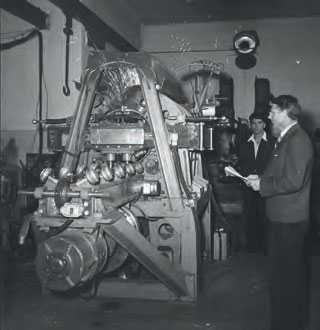
У 1949 р. В.К. Лебедєвим і М.Г. Остапенко було запропоновано та розраховано принципово нову схему трансформатора кільцевого типу для контактного зварювання виробів з великою площею контакту. Сердечником трансформатора є кільце, яке може розташовуватися всередині труби або охоплювати її зовні. Первинні та вторинні витки рівномірно розподілені по всій довжині сердечника. Вторинний виток може бути суцільним або складатися з кількох окремих елементів.
Кільцевий контурний трансформатор став основою для нового виду контактно-стикового зварювання. Було виконано теоретичні та експериментальні дослідження основних різновидів такого зварювання та визначено межі застосування критеріїв фізичного моделювання, що дозволило застосувати метод фізичного моделювання при розв’язанні практичних задач (Ю.Д. Яворський та ін.).
Машини з кільцевим трансформатором мають у 10-20 разів менший опір короткого замикання, ніж звичайні універсальні стикові машини великої потужності. Завдяки зменшенню споживаної потужності, новим конструктивним рішенням вдалося спроєктувати компактні машини зі значно зменшеною вагою.
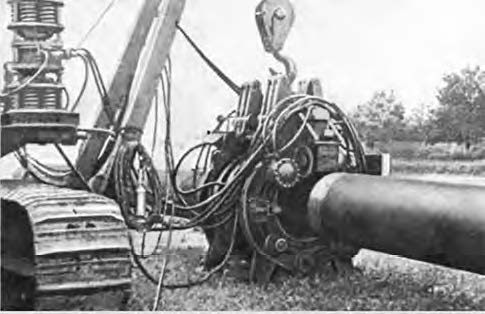
У 1950-1960-х рр. розроблено технологію та створено складально-зварювальні пересувні комплекси для контактного стикового зварювання оплавленням (КСЗО) труб, рейок, стрижнів, інструменту, профільного прокату великого перерізу (В.К. Лебедєв, С.І. Кучук-Яценко, В.О. Сахарнов, С.О. Солодовников).
У 1952-1960-х рр. розроблено технологію та створено мобільну зварювальну машину К355 і стаціонарну машину К190, які протягом 35-ти років виготовляв Каховський завод електрозварювального обладнання та які стали прототипом наступних розробок мобільних і стаціонарних рейкозварювальних машин (В.К. Лебедєв, М.Г. Остапенко, В.О. Сахарнов, С.І. Кучук-Яценко, Б.А. Галян та ін.). У 1965-1985 рр. понад 150 мобільних і стаціонарних рейкозварювальних машин придбали фірми провідних країн Європи, Азії, Північної та Південної Америк.
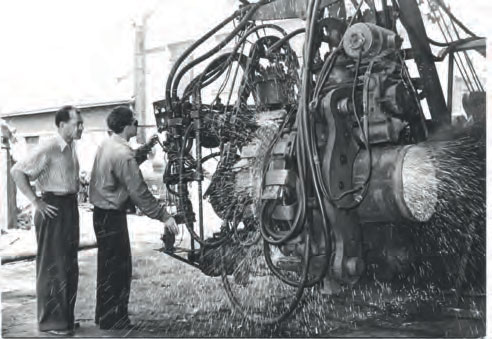
У 1973 р. Б.Є. Патоном були сформульовані вихідні дані для розробки дослідного зразка машини для стикового зварювання труб великих діаметрів за умов будівництва надпотужних трубопроводів, теоретично обгрунтовані способи управління зварюванням імпульсним оплавленням. У 1970-х роках В.К. Лебедєвим, В.А. Сахарновим та С.І .Кучуком-Яценком були створені конструкції обладнання та технології зварювання безперервним оплавленням, що дозволяють зварювати вузли з компактним і розвиненим перетином практично необмеженої величини. Під керівництвом С.І. Кучука-Яценка розробляли технології та устаткування для зварювання теплостійких труб для енергетики, бурильних труб високих категорій міцності, труб промислових і магістральних трубопроводів для транспортування нафти та газу, корозійностійких труб для роботи в агресивних середовищах при різноманітних умовах зварювання (Б.І. Казимов, В.Ф. Загадарчук та ін.). Важливими є дослідження в галузі технології та устаткування для підводного зварювання труб при будівництві та ремонті морських нафто- і газопроводів. Було визначено оптимальні алгоритми контролю та керування процесом зварювання, створено та впроваджено нове покоління стикових машин з комп’ютеризованим керуванням і контролем параметрів режиму контактного стикового зварювання обсадних труб та магістральних трубопроводів, залізничних рейок, металоконструкцій, ліній електропостачання та гарячого прокату (В.П. Кривонос та ін.).

Інженерним центром зварювання тиском (директор В.Г. Кривенко) виконано роботу з впровадження у виробництво розробок з контактного стикового зварювання рейок, труб і виробів для авіаційно-космічної техніки.
До кінця 1970-х рр. розроблено машини для зварювання в польових умовах труб великих діаметрів для магістральних трубопроводів – К700, К800, К830, а також машини К775, ліцензія на конструкцію якої була продана фірмі «McDermott», США.
У 1976 р. було розроблено технологію та обладнання для зварювання високоміцної стрижневої арматури, що використовується в будівельних конструкціях, зварювальні машини К724, К724А та автоматизовані лінії К777 і К819 (П.М. Чвертко, О.М. Малахов). Розроблено технологію та устаткування для контактного багатопозиційного зварювання оплавленням, технологічний процес якого поєднує в собі складальні та зварювальні операції, а саме – комплекс К579 для контактного зварювання картерів потужних дизелів тепловозів на Коломенському заводі (І.О. Черненко) та лінія К529 для виготовлення охолоджувачів потужних трансформаторів на Запорізькому трансформаторному заводі (В.Т. Чередничок).
Для підвищеної питомої потужності, концентрації енергії при скороченні зони термічного впливу, скорочення припуску на оплавлення розроблено процес зварювання пульсуючим оплавленням (С.І. Кучук-Яценко, М.В. Богорський). Продуктивність складально-зварювальних робіт збільшилася в 5-10 разів, витрата електроенергії знизилася до 2-х разів, зварювання виконується без допоміжних матеріалів, процес повністю автоматизовано, що забезпечує стабільне відтворення заданих режимів.
Перші дослідні та технологічні роботи з контактного стикового зварювання алюмінієвих сплавів були проведені наприкінці 1950-х років. У наступні роки було розроблено технології та обладнання для контактного стикового зварювання різних виробів зі сплавів на основі магнію, титану, нержавіючих і жароміцних сталей та сплавів.
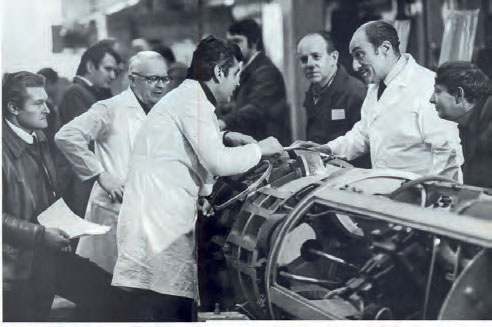
В ІЕЗ було розроблено технології та обладнання для контактного стикового зварювання різних виробів із сплавів на основі алюмінію з площею поперечного перерізу до 90000 мм2 (Л.О. Семенов, Г.П. Сахацький, В.І. Тишура), у тому числі шпангоутів з пресованих профілів високоміцних алюмінієвих сплавів діаметром більше 500 мм, а також листів завширшки до 2000 мм, завтовшки до 50 мм і поздовжніх швів обичайок з цих листів діаметром понад 2000 мм. Технологічний процес поєднує в собі складальні та зварювальні операції, не вимагає допоміжних витратних матеріалів

(електроди, дріт, флюси, захисні гази) і легко піддається автоматизації та роботизації. При зварюванні не потрібно проводити прецизійну підготовку торців деталей. У 1965 р. було впроваджено першу установку для контактного стикового зварювання оплавленням шпангоутів ракет-носіїв на одному з авіаційних заводів СРСР (Г.П. Сахацький, Л.О. Семенов). Технології та спеціалізоване обладнання було впроваджено на ракетобудівних заводах СРСР.
У 1986 р. на ДП «ВО «Південний машинобудівний завод ім. О.М. Макарова» (м. Дніпро) впроваджено зварювальну машину К393 для серійного виготовлення шпангоутів і машина К825 для серійного виготовлення обичайок паливних баків з високоміцних алюмінієвих сплавів з площею поперечного перерізу до 80000 мм2 (тобто фактично силових конструкцій) балістичних міжконтинентальних ракет-носіїв. Ця технологія стабільно забезпечує високу герметичність при коефіцієнті міцності не нижче 0,90 від основного металу та коефіцієнті корисного використання металу до 0,95.

У 1990 р. досліджено вплив складу газового середовища в іскровому зазорі між деталями на якість з’єднань, отримано нові дані про вплив кисню в іскровому зазорі на якість зварних з’єднань складнолегованих сталей. Створено способи контактного зварювання з використанням локальних камер, що дозволяють контролювати та змінювати склад газового середовища в іскровому зазорі з метою поліпшення якості з’єднань (І.В. Зяхор).
У 1995 р. розроблено технологію (Ю.В. Швець) та устаткування для КСЗО зносостійкої високомарганцевої сталі 110Г13Л (сталь Гатфільда) з рейковою сталлю М76, що забезпечило можливість налагодити виготовлення залізничних хрестовин на Дніпровському стрілочному заводі. У 1996 р. розроблено, виготовлено та впроваджено у виробництво нове покоління машин для контактного зварювання рейок необмеженої довжини у польових умовах при спорудженні швидкісних залізничних магістралей. У машинах реалізовано технології та системи автоматичного керування процесом зварювання (Руденко П.М.), що забезпечують у процесі зварювання заданий рівень напружень розтягу. Це гарантує високу стабільність рейкового шляху.
Також було розроблено технологію та створено пересувні підвісні машини для зварювання залізничних рейок необмеженої довжини. На основі кільцевого контурного трансформатора створено пересувні трубозварювальні комплекси, самохідні внутрішньотрубні снаряди, установки для зварювання прокату, вузлів ракет з розвиненим перетином практично необмеженої величини та ін.