ІЕЗ ім. Є.О. Патона: 1944–1960 роки
Виникнення і розвиток дугового зварювання у вуглекислому газі У 1881 році М.М. Бенардос винайшов перший спосіб електродугового зварювання. У цьому способі зварювання вугільним електродом іони вуглецю у реакціях з киснем витісняли повітря із зони зварювання, запобігаючи окисленню та азотуванню металу. У першій половині ХХ ст. значну частину сталевих, чавунних і мідних виробів продовжували зварювати та ремонтувати за способом Бенардосу.
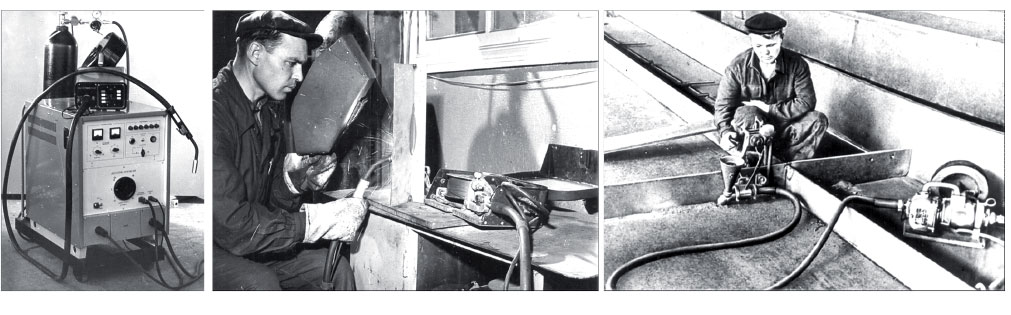
У 1936 р. співробітник ІЕЗ М.Г. Остапенко розробив спосіб дугового зварювання вугільним електродом у струмені вуглекислого газу та в атмосфері горіння паперового шнура. Завдяки газовому захисту можна було змінювати полярність та краще керувати тепловкладанням. М.Г. Остапенко писав: «Струмінь вуглекислого газу, обдуваючи розжарений вугільний електрод, утворює окис вуглецю, який не є окислювачем і тому може слугувати захисною атмосферою, що захищає розплавлений метал у зоні зварювання від навколишнього повітря». У 1944–1945 рр. в ІЕЗ досліджували процес зварювання з метою оптимізації технології (М.Г. Остапенко, І.В. Кірдо, В.К. Лебедєв, А.І. Берзін).
М.Г. Остапенко застосував напівавтоматичне та автоматичне зварювання вугільною дугою у вуглекислому газі каністр, корпусів електричних конденсаторів, судин лужних акумуляторів, тонкостінних резервуарів, труб та ін. серійно виготовлених сталевих виробів.
Зварювання вугільним електродом у СО2 продовжувало застосовуватися у 1950-х роках як механізована технологія при серійному виготовленні низки сталевих виробів.
Наприкінці 1930-х років в ІЕЗ В.І. Дятлов при створенні дугового зварювання сталі під шаром флюсу запропонував застосування електродних кремнемарганцевих дротів. 14 лютого 1941 р. було затверджено спеціальний ГОСТ 178-41 для дроту: до 0,16 % C, 0,8…1,1 % Mn, 0,6…0,9 % Si, S та Р приблизно 0,04 %. Підвищений вміст кремнію та марганцю у дроті було введено для «розкислення» металу шва.
У 1952 р. К.В. Любавський та Н.М. Новожилов (ЦНДІТМаш) запропонували зварювання сталей цим дротом з використанням вуглекислого газу як газового захисту. Однак плавлення електродного дроту протікало нестабільно, супроводжувалося віялоподібним розбризкуванням.
Протягом 1940–1950 рр. в ІЕЗ було накопичено великий досвід дослідження процесів та впровадження дугового зварювання тонким дротом під флюсом. Б.Є. Патон, вивчаючи електроенергетичні характеристики процесів дугового зварювання, визначив умови зварювання з саморегулюванням плавлення електродного дроту, вимоги до елементів зварювального ланцюга.
Б.Є. Патон встановив, що: «Зварювальна дуга у вуглекислому газі більш еластична, ніж в аргоні, і має властивість саморегулювання при зростаючій вольт-амперній характеристиці, тому доцільно застосовувати джерела живлення постійного струму з жорсткою або зростаючою зовнішньою характеристикою. Великий інтерес представляє застосування зварювальних напівпровідникових випрямлячів та спеціальних зварювальних трансформаторів зі зворотними звʼязками та імпульсним запаленням дуги».
В ІЕЗ також встановили звʼязок між особливістю перенесення металу і характеристиками джерела живлення, такими як індуктивність ланцюга, реактивний опір короткого замикання, зміна магнітного потоку розмагнічування генератора, знайдені оптимальні співвідношення між напругою і струмом. Був розроблений процес, при якому для стабілізації процесу зварювання та зниження розбризкування були застосовані імпульси струму та джерела живлення з відповідними динамічними властивостями, розроблені в ІЕЗ (Б.Є. Патон, В.К. Лебедєв, І.І. Заруба, А.Г. Потапʼєвський та ін.).
В ІЕЗ у 1957 р. було створено серійний зразок напівавтомата, у 1958 р. спроєктовано спеціалізовані верстати-автомати. Почалося широке використання зварювання в СО2. Застосуванням спеціальних напівавтоматів вирішено проблему механізації та підвищення продуктивності виробництва обʼємних сталевих конструкцій у суднобудуванні, промисловому та цивільному будівництві, транспортній та військовій техніці та ін.
Статті про роботи в СРСР з дослідження і створення зварювання електродом, що плавиться, в середовищі вуглекислого газу регулярно передруковували за кордоном і через короткий час американські фірми вже випускали апаратуру для цього виду зварювання. Незабаром зварювання у вуглекислому газі почали застосовувати у США, Швеції, Бельгії, Англії, Франції та інших країнах.
До кінця ХХ століття обсяг застосування зварювання в захисних газах склав: СО2 – 90 %, Аr – 9 %, решта – суміші газів.
Створення електрошлакового зварювання
Одним із результатів комплексних досліджень, організованих Є.О. Патоном, було створення Г.З. Волошкевичем технології дугового автоматичного зварювання під флюсом вертикальних монтажних стиків. Для її здійснення розроблено обладнання для переміщення зварювальної головки та формуючих повзунів (В.Є. Патон, М.Д. Литвинчук та ін.).
Однак при зварюванні стиків завтовшки понад 20 мм через глибоку шлакову ванну, перегрівання ванни та ряд інших факторів, дуговий процес ставав нестійким і навіть припинявся. У ході «боротьби» за стійкість дуги виявилося, що можна обійтися без неї! Створюються умови, коли електродний метал, флюс і кромки виробів, що сплавляються, одночасно плавляться за рахунок «джоулева» тепла, що виділяється при проходженні струму через рідкий шлак. У процесі затвердіння утворюється міцна сполука.
В ІЕЗ ім. Є.О. Патона розгорнулися комплексні дослідження електрошлакових процесів, були розроблені принципи управління тепловою енергією, спеціалізовані апарати і джерела живлення, методи зниження деформацій і напружень. Так, у 1949 р. був створений новий вид зварювання – електрошлакове зварювання, розроблені обладнання і технологія зварювання за один прохід конструкцій практично необмеженої товщини. Протягом наступних років розроблено технологію зварювання ЕШЗ дротяними електродами, електродами великого перерізу і мундштуком, що плавиться, за один прохід.

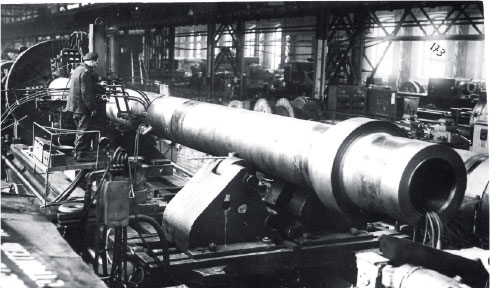
Створення ЕШЗ призвело до корінної зміни стратегії розвитку важкого, енергетичного та транспортного машинобудування. Розділення заготовок дозволило надати окремим елементам більш раціональну форму та застосувати прогресивні технологічні процеси, наприклад, машинне формування. Зʼявилася реальна можливість виготовляти якісно нові вироби – унікальні за своєю потужністю агрегати в різних галузях важкого машинобудування.

ЕШЗ лежить в основі створення нового класу масивних металевих конструкцій: зварювально-литих, зварювально-кованих та зварювально-прокатних без будівництва потужних металургійних підприємств. Крім ЕШЗ сталей різного призначення були розроблені технології і флюси для виготовлення товстостінних відповідальних конструкцій з алюмінію, титану, міді та їх сплавів (Д.М. Рабкін, С.М. Гуревич, В.Ф. Грабін, А.М. Макара та ін.)
За короткий час було організовано виробництво потужних пресів та гідротурбін, атомних реакторів, кораблів, прокатних станів, судин високого тиску та котлів зі спеціальних сталей, літаків, ракет, хімічних апаратів з алюмінію та його сплавів, титану та інших великих виробів у зварювально-литому, зварювально-прокатному та зварювально-кованому виконанні. Вже у 1952 р. ЕШЗ впровадили на 16 великих машинобудівних заводах. У розробці та освоєнні ЕШЗ брали участь заводи Краматорська, Маріуполя, інші підприємства та конструкторські організації.
ЕШЗ міді та її сплавів застосовують для зʼєднання масивних заготовок завтовшки 60…200 мм із довжиною стику до 1000 мм. Широке поширення набула ЕШЗ алюмінію та його сплавів, застосування якого особливо економічно вигідно при товщині металу 25 мм і більше.
У 1958 р. світова громадськість познайомилася з ЕШЗ на Всесвітній виставці в Брюсселі, де новий вид зʼєднання здобув найвищу нагороду – Гран-Прі.
Обладнання для зварювання плавленням
Наприкінці 1943 р., після вирішення наукових, технологічних, конструкторських проблем та організації впровадження автоматичного зварювання у виробництво танків, бомб та снарядів Є.О. Патон поставив перед колективом ІЕЗ завдання – створити високоефективні технології, універсальні зварювальні апарати та спеціалізовані установки для механізованого зварювання металоконструкцій, засобів транспорту, шахтного обладнання та ін.
Для створення інноваційного обладнання провели системний аналіз всіх складових частин зварювальної техніки. В ІЕЗ розробляли принципи конструювання як зварювальних головок, так і самохідних тракторів, систем керування процесом зварювання та джерел живлення.
Проєкти обладнання для допоміжних та суміжних операцій (кантувачі, верстати та пристрої спеціального призначення) були узгоджені зі зварювальними операціями. Однією з умов було спрощення апаратури управління для зниження вимог до кваліфікації робочих та мінімізації кількості кнопок і ручок управління.
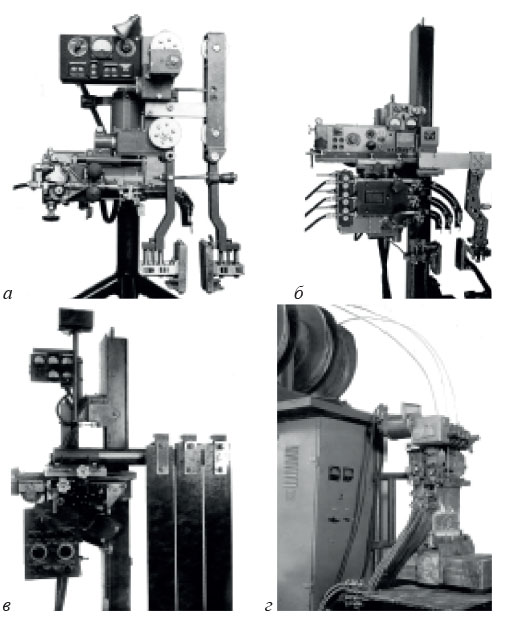
У 1945 р. в ІЕЗ були розроблені апарат на самохідному візку, що пересувається рейкою (УСА-2), і зварювальний трактор (ТС-6) (П.І. Севбо і В.Є. Патон).
У 1947 р. Радою Міністрів СРСР за проєктом, розробленим Є.О. Патоном, було прийнято постанову «Про розширення застосування в промисловості автоматичного електрозварювання під шаром флюсу», згідно з якою в найближчі півтора роки необхідно було ввести в експлуатацію 670 зварювальних автоматів на 111 заводах країни.
У 1948 р. Б.Є. Патон розробив для дугового автоматичного зварювання під шаром флюсу одномоторний універсальний зварювальний автомат-трактор ТС-17 для зварювання швів стикових та кутових зʼєднань. Ця технологія виявилася найбільш досконалою – порівняно невеликі розміри і маса (42 кг), вдале компонування та простота в експлуатації. ТС-17 масово випускали кілька десятиліть.
Модифіковані конструкції розробили для зварювання виробів у різних галузях техніки. Так, у суднобудуванні для одностороннього автоматичного зварювання під шаром флюсу полотнищ завтовшки 6…20 мм з формуванням кореня шва на водоохолоджуваному мідному повзуні, що рухається, застосовувалися трактори ТС-32 і ТС-44.
Для зварювання полотнищ завтовшки до 100 мм були розроблені дводугові трактори ТС-38 та ТС-58. При виготовленні алюмінієвих цистерн для перевезення та зберігання ракетного палива використовувався трактор ТС-56. У подальшому було розроблено апарат для зварювання під флюсом двома електродами.
З метою типізації та уніфікації зварювальних головок в ІЕЗ було розроблено зварювальну головку АБС для серії уніфікованих апаратів, у тому числі А-348, А-639 та ін.
У 1950 р. в ІЕЗ створено тридугову самохідну зварювальну головку А-330 (В.Р. Лашкевич), яка дозволила реалізувати ідею швидкісного зварювання труб.
Розуміючи, що у багатьох виробах є шви невеликої довжини, Є.О. Патон акцентував увагу на пришвидшенні робіт із впровадження напівавтоматичного зварювання під флюсом, розпочатої Б.Є. Патоном ще у 1943 р. Ґрунтуючись на теорії автоматів, Б.Є. Патон висунув ідею інтенсифікації саморегулювання процесу плавлення електрода та необхідності здійснення зварювання при високій щільності струму (до 200 А/мм2).
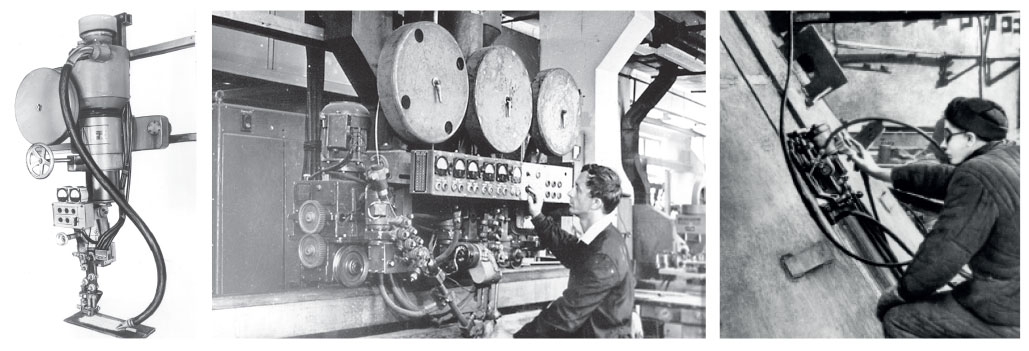
Це вирішило проблему механізованого зварювання електродом, що плавиться, під флюсом у вуглекислому та інертному газах. Було знайдено принцип напівавтоматичного зварювання під флюсом. Замість електродної проволоки діаметром 5 мм був застосований дріт меншого діаметра, що дозволило розробити надійну апаратуру. Водночас значно підвищилася стійкість процесу. У 1948 р. вдалося створити легку, транспортабельну апаратуру, що забезпечує подачу проволоки діаметром 1…2 мм через спеціальний шланг у пальник, що знаходиться в руці зварника, причому флюс подавався через лійку, закріплену на тримачі. Новий спосіб напівавтоматичного зварювання отримав назву «шлангового» (Б.Є. Патон, Д.А. Дудко та ін.).
Тисячі апаратів ПШ-5 конструкції ІЕЗ працювали безвідмовно на сотнях заводів та будівництв. Портативні апарати типу ПШ-6 застосовували для обварювання звʼязків топок паровозних казанів, для приварювання штуцерів, трубок до судин та інших виробів.
У 1947–1948 рр. в ІЕЗ було вирішено проблему автоматичного зварювання під флюсом вертикальних і горизонтальних швів з формуванням шва мідним охолоджуваним повзуном, що піднімається разом зі зварювальною головкою (Г.З. Волошкевич). Для цього методу створено обладнання принципово нового типу.
З 1949 р. протягом кількох років створювалися нові апарати – для зварювання мундштуком, що плавиться, пластинчастим електродом, кількома електродами, дубль апарати (П.І. Севбо, В.Є. Патон, М.Г. Бельфор, та ін). Було розроблено одноелектродні рейкові апарати А-314 (М.Д. Литвинчук) та А-333 (А.І. Чвертко) для зварювання заготовок завтовшки до 55 мм. Для роботи на будівлях та стапелях створені легкі портативні магнітокрокуючі апарати А-411, А-501 (В.Є. Патон) та ін. Значний внесок у розширення можливостей технології та удосконалення обладнання зробили працівники Новокраматорського машинобудівного заводу.
Першу ліцензію на апарат та технологію ЕШЗ було продано у 1959 р. шведській фірмі «ЕСАБ». Устаткування ІЕЗ експортували до Франції, Румунії, КНР, Польщі, Японії, Швеції, Індії, ФРН, Італії, Нідерландів та багатьох інших країн. Технічні рішення, знайдені при створенні апаратів для зварювання вертикальних швів, стали основою обладнання для нового виду зварювання – електрошлакового, а незабаром і для електрошлакових технологій спеціальної електрометалургії.
Для того, щоб розширити область застосування зварювання під флюсом на монтажно-будівельні роботи, було поставлено завдання про створення технології та відповідного обладнання для автоматичного зварювання не тільки вертикальних, а й стельових швів. З 1950 р. розпочали проєктування обладнання для зварювання у захисних газах. Були вивчені системи подачі дроту через довгі шланги-тримачі («тягни-штовхай», через вісь ротора, за допомогою цанги та ін.).
Ще з початку діяльності у галузі зварювання Є.О. Патон довів необхідність конструювання виробів з урахуванням особливостей та можливостей зварювальних технологій. Тому ІЕЗ разом з галузевими установами переробили конструкції вагонеток, стояків, котлів та інших виробів для переведення їх на зварювання автоматами. В основу організації лінії був покладений принцип сполучення операцій збірки та зварювання вузлів із застосуванням спеціального обладнання.
Для оснащення комплексно-механізованих та автоматизованих виробництв зварних конструкцій не тільки зварювальними автоматами та джерелами живлення, а й допоміжним обладнанням, в ІЕЗ було розроблено проєкти роликових стендів, різних кантувачів, поворотних колон, візків, маніпуляторів, вальцезварювальних станків тощо (Р.І. Лашкевич, Б.Є. Патон, О.І. Корінний та ін.). Було спроєктовано трубозварювальний стан (Р.І. Лашкевич).
У 1945 р. Б.Є. Патон і В.К. Лебедєв запропонували нову методику та основні формули для електромагнітних розрахунків зварювальних трансформаторів. У 1947 р. у ІЕЗ Б.Є. Патон, В.К. Лебедєв, М.М. Сидоренко розробили потужний трансформатор СТ-1000 з дистанційним керуванням. Оригінальні конструкції трансформаторів задовольняли оптимальному співвідношенню між струмом короткого замикання та струмом горіння дуги. Це забезпечило досить стійкий старт дуги та інтенсивне регулювання її тривалості при зварюванні автоматичними головками з постійною швидкістю подачі.
Щоб виключити релейно-контактні схеми, що застосовувалися для відновлення режиму зварювання при коливаннях напруги в заводській мережі, Б.Є. Патон, В.К. Лебедєв і Д.А. Дудко створили обладнання, що складається з трансформатора-регулятора і головки з автоматичним керуванням швидкості подачі електродного дроту або напруги дуги. Нове обладнання вирішило задачу збереження потужності дуги, тобто струму і напруги, незалежно від коливань напруги мережі. Багато зразків зварювальної техніки, що спроєктовані в ІЕЗ, є вагомим внеском у науково-технічний прогрес, випередили світовий рівень. Устаткування ІЕЗ перевершило розробки інших установ щодо низки конструктивних рішень.
В основних галузях промисловості СРСР до початку 1950 р. кількість діючих автоматів і установок зросла в машинобудуванні більш ніж у 4 рази, у суднобудуванні – майже у 6 разів, у будівництві – у 3,5 рази. Загальна кількість зварювальних автоматів, що знаходяться в експлуатації у 1946–1949 рр., збільшилась у 12 разів. У 1958 р. у СРСР 63 % парку встановленого і 54 % всього випуску електрозварювального обладнання складали зварювальні трансформатори. Застосування автоматичного зварювання під флюсом дало можливість у 3,5 рази підвищити продуктивність праці.
Вам також може сподобатись
